

螺柱焊接技术与工艺全解析
螺柱焊接技术是一种高效、可靠的金属连接方法,通过电弧或电容放电瞬时�...
螺柱焊接技术是一种高效、可靠的金属连接方法,通过电弧或电容放电瞬时�...

螺柱焊:连接的艺术与科学 基本原理 能量瞬间的舞蹈 螺柱焊,这项看似简�...
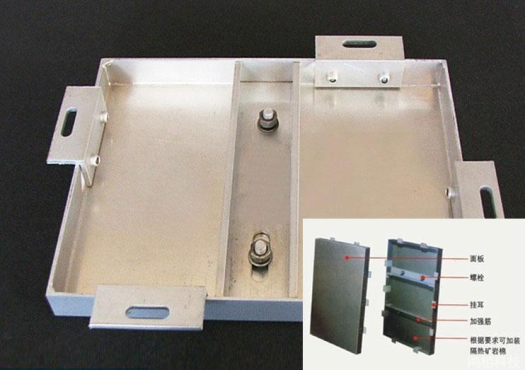
铝幕墙行业主要是指用于装饰的单层铝幕墙板,背后加强筋的安装。 通常使...

厨卫、家用电器制造业同时还包含医疗器材制造,超声波设备制造、门锁制�...
电梯制造业使用螺柱焊机较多,通常使用在电梯面板的安装以及其他部位装�...
电气柜制造业是钣金制造行业中的一个大类,一般板材厚度不会超过3mm(1 - ...

螺柱焊接强度测试通常是考察螺柱的弯矩强度,测试结果受到三个因素...
不锈钢镜面板和不锈钢拉丝面板对焊接印痕的要求非常高,用户一般都要求�...

许多客户有这样的疑问:储能式螺柱焊的焊接强度要比拉弧式螺柱焊差,那�...

拉弧式螺柱焊又叫电弧式螺柱焊, 与储能式螺柱焊不同,拉弧式螺柱焊没有...